Si bien en la actualidad han perdido importancia, las antiguas compañías ferroviarias (y posteriormente Renfe) disponen de grandes instalaciones dedicadas a la conservación del material en buen estado y a su reparación. La primera tarea se desarrolla en los depósitos, auxiliados por las reservas y los puestos fijos, mientras que la segunda se realiza en los talleres. Estas instalaciones apenas dan pie a algunos artículos en las revistas especializadas y, por lo general, pasan completamente desapercibidos, incluso para muchos aficionados al ferrocarril, pero tienen una vital importancia en el desarrollo ferroviario del país. La actividad ferroviaria, por sus propias características, necesita una gran variedad de instalaciones de mantenimiento, con funciones, medios y dotaciones diferentes, a todas las cuales, y con independencia del servicio del que dependan, se las denomina talleres.
La principal característica de un depósito, desde el punto de vista del mantenimiento, es que tiene adscrito un parque de material concreto, que entra frecuentemente tanto para ser sometido a revisión o reparación como, simplemente, para ser guardado mientras no tiene servicio. Pero un taller de gran reparación no tiene material específico asignado; los vehículos que llegan a él están temporalmente retirados del servicio, y la estancia en su interior es relativamente prolongada (en torno a dos semanas). Prima la organización del movimiento entre las diversas secciones del taller, tanto por vías y pequeñas placas como por carros transbordadores, mientras que el acceso o salida del mismo es menos relevante. En el caso del material remolcado, dadas las características de su producción, debe disponer de playas de vías para almacenar los vehículos ya montados y poder formar composiciones con ellos.
Los depósitos, como instalación necesaria para el encendido y el mantenimiento de primer nivel de las locomotoras de vapor, tienen una importancia estratégica en la explotación ferroviaria hasta el tercer cuarto del siglo XX y, según la importancia de dicha instalación, se denominan, por orden de mayor a menor importancia, depósitos, reservas y puestos fijos. Los talleres son instalaciones complementarias que permiten alargar los periodos de paso de las locomotoras para su levante general o gran reparación. Mientras los primeros desaparecen, con la muerte del vapor, los grandes talleres se adaptan mejor a los cambios y llegan a subsistir durante casi siglo y medio en el mismo lugar, y casi se dedican al mismo tipo de trabajo: las grandes reparaciones de material ferroviario. Centramos ahora nuestra atención sobre este último.
El taller de máquinas tiene como función reparar locomotoras y ténders, incluso su completa transformación, pero nunca su construcción. Normalmente se estructura en distintas secciones, según los trabajos y especialización, como calderería, montaje, ajuste y ruedas, fraguas y muelles y fundición. Por sus instalaciones y avanzada tecnología destaca el taller de calderería, donde se reparan las calderas de las locomotoras con ayuda de dos transbordadores eléctricos, soldadura autógena oxiacetilénica y un compresor de aire para el debido funcionamiento de sus máquinas-herramientas con sistema neumático: remachadoras, terrajadoras, taladradoras, martillos y monta-cargas, entre otras. En el montaje se cuenta con puentes transbordadores eléctricos superpuestos de dos pisos, con una potencia capaz para levantar 45 toneladas, donde se trabajan partes de la máquina, como el bastidor o el rodaje con el mecanismo de motor. Y, finalmente, en el de ajuste se distribuyen tornos, máquinas de fresar, cepillar o filetear. Solo en Valladolid, en 1910 se hacen grandes reparaciones a 130 locomotoras y a 100 ténders, con el objetivo de llegar a 200 locomotoras y 150 ténders. Las máquinas 030 y 040 de Norte, junto a las 020 de la cuenca asturiana y las del tipo BPT (Bilbao-Portugalete-Triano) son las primeras que pasan para su reparación en estos talleres.
Lo talleres generales tienen en general, un número variable de naves bien comunicadas entre sí a fin de facilitar la «armonía en la sucesión de trabajos para la rapidez de las grandes reparaciones» (Francisco Wais); de construcción ligera, por si había un cambio de destino, pero con mucha luz y buena ventilación. Normalmente se ubican en las líneas principales, en puntos de empalme o en lugares próximos a las grandes estaciones o cabeceras de red y lugares de fácil suministro de materias primas baratas y mano de obra, con grandes posibilidades de expansión en consonancia con el nivel de facturación, mayor tamaño y peso del material móvil y renovada tecnología. Sus grandes secciones (motor y remolcado), y subsecciones (desmontaje y montaje, calderería, ajuste, ruedas, forja y fundición, carpintería, cerrajería, pintura y guarnecido, lonas y toldos, hojalatería y niquelado) reciben, asimismo, el nombre de talleres, dispusieran o no de edificio propio. A diferencia de los depósitos, los talleres generales no tienen, como se dice en párrafos anteriores, material específico asignado y el personal descansa obligatoriamente los domingos.
El personal de talleres, englobado en el noveno grupo de los once existentes en Renfe. comprende tres clases; la primera se divide en ocho categorías (jefe de taller de primera, jefe de taller de segunda, contramaestre, subcontramaestre, jefe de equipo, oficial de oficio, ayudante de oficio y aprendiz); la segunda, en dos (capataz de peones y perón especializado) y la tercera, en otras dos (costurera y obrera). Los jefes de primera y segunda son aquellos que disponen de conocimientos técnicos necesarios y que ejercen el mando y dirección de todos los asuntos relacionados con un taller de primera categoría y segunda.
El tercer lugar del escalafón de talleres corresponde a los contramaestres. Están comprendidos en esta categoría aquellos que, con conocimientos teórico-prácticos de una especialidad, ejercen el mando directo sobre determinados subcontramaestres o jefes de equipo y la vigilancia y disciplina del personal subordinado a éstos. Tienen a su cargo la conservación de las instalaciones, la aplicación de piezas y materiales, la dirección y distribución del trabajo así como todo aquello que sea preciso para su buena ejecución. En los depósitos, a las órdenes inmediatas de la jefatura del mismo, ejerce el mando directo sobre los subcontramaestres o jefes de equipo y tienen a su cargo la conservación de las instalaciones, la aplicación de piezas y materiales, la dirección y distribución del trabajo y todo aquello que sea preciso para la buena ejecución de éste, y por tanto ejerce la vigilancia, policía y disciplina de todo el personal a sus órdenes.
Mientras, los subcontramaestres deben colaborar con el contramaestre en los talleres de importancia que lo requieran, ejercen el mando y dirección de un grupo de jefes de equipo o de operarios, a los cuales instruyen, vigilan y orientan, según las directrices señaladas por aquel, al cual sustituyen en sus ausencias eventuales. Puede tener a su cargo una especialidad determinada (ajuste, forja, fundición…), en los talleres de menor importancia que no precisen un contramaestre, o bien un taller regional en el caso de que las características del mismo no requieran otro agente de más categoría. También corresponde a esta categoría. a los que a las órdenes de un contramaestre y en las vías de un depósito se ocupan de la dirección y vigilancia de las reparaciones de entretenimiento de locomotoras y ténderes y de que se realicen aquéllas en el tiempo debido para que no se altere el turno de trabajo de las máquinas..
El ciclo de reparaciones es vital para la tracción vapor, y las funciones de los depósitos y el taller son complementarias: además del mantenimiento habitual es preciso, cada cuatro o cinco años, efectuar un desmonte completo de la locomotora, limpiar, sustituir y reajustar los diversos elementos. Otro tanto ocurre con el material remolcado. La disponibilidad de un parque suficiente de coches y vagones es esencial para el negocio ferroviario, y este material precisa también de grandes intervenciones cada cierto tiempo, puesto que las condiciones de explotación, y el aumento progresivo del tráfico de la compañía, hacen necesaria su ‘reconstrucción’ con relativa frecuencia. No hay que olvidar que buena parte de los mismos está construida en madera. Los talleres generales no solo reparan el parque de material, sino que deben ser capaces también de fabricar cualquier repuesto que se necesite e incluso de diseñarlo o modificarlo para adaptar las piezas al modelo adjudicado. Sólo se acude al mercado externo cuando no les es posible fabricarlo en el propio taller. «La capacidad demostrada en el montaje y fabricación de nuevos vehículos (…), la formación de mano de obra cualificada y la transferencia de tecnología a otros sectores» deben ser elementos fundamentales en el proceso de industrialización del país, sostiene Miguel Muñoz, experto conocedor del ferrocarril español.
Dependiendo de la magnitud de la red, los grandes talleres dan empleo a centenares o miles de empleados, a los que se les presupone una buena cualificación, pues muchas de las reparaciones que realizan son tan complejas que con frecuencia acaban siendo verdaderas reconstrucciones u obras totalmente nuevas. Los talleres generales se hallan bajo las órdenes del ingeniero jefe del Servicio de Material y Tracción, de quien, a su vez, dependen los jefes y subjefes de cada sección. En cada dependencia existe un contramaestre, generalmente un antiguo trabajador especializado, que hace de mando intermedio. Hay uno como mínimo por cada sección; de él dependen los jefes de equipo, listeros, obreros y cuadrillas de peones más los conductores de máquinas fijas. Esta figura pone en relación con los listeros y jefes de equipo y a estos con los operarios, para que se ejecuten los trabajos. Algunos autores, creen que los trabajadores de los talleres «producen menos que los de la industria particular» debido al perfeccionismo en las operaciones y porque el sistema u «organización existente» no premia a los que muestran mayor celo en el trabajo». Las tareas efectuadas son más caras, añaden algunos, pero tienen, en cambio, una doble virtud: «garantía de construcción» y ejecución de las reparaciones en la forma y tiempo más conveniente a las necesidades del servicio.
Los talleres se distribuyen por toda la geografía nacional, aunque lógicamente tienen mayor peso productivo en aquellos núcleos ferroviarios de mayor importancia, en general las principales ciudades e intersecciones ferroviarias. Los trabajadores de estos servicios se distribuyen en prácticamente todos los oficios nacidos de la industria: electricistas, carpinteros, soldadores, chapistas, caldereros, torneros, etc. y, aunque pertenecen y se identifican claramente con el gremio (identidad ferroviaria), carecen de uniforme. Durante buena parte del siglo XIX y más de la mitad del XX, la ropa que usan estos trabajadores es predominante de pana y algodón, que progresivamente abandonan en favor del mono, bien de pieza única o de dos piezas, que se hace mayoritario en el ámbito industrial, con independencia del sector y especialización, con un claro predominio del azul y el gris.
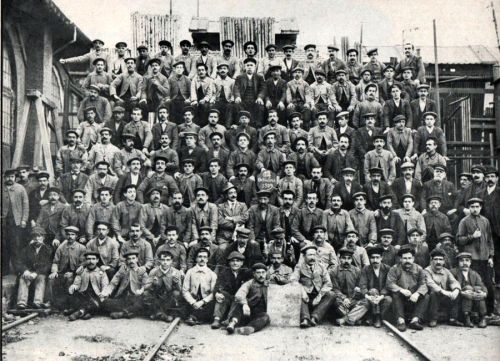
La tendencia resalta el crecimiento permanente del personal de talleres, sin ir más lejos en Valladolid, donde Norte tiene el taller general más importante de la compañía. En 1882 tiene 1.095 trabajadores (55 de plantilla y 1.040 a jornal), mientras que en 1931 son ya 2.236 los empleados (101de plantilla y 2.135 a jornal); lo que supone un aumento total de 1.141 personas (104% y 105%, respectivamente). Desde el comienzo de su andadura en Valladolid, Norte en su conjunto, y en particular sus talleres principales, se convierten en la principal empresa de la ciudad (en la actualidad los talleres ferroviarios son los más grandes de Europa). El 61,2% de los empleados (1.366 personas) se encuentran en 1913 en el nivel o por debajo de la renta media y percibe el 51,1% del total de la masa salarial. El 93,8% del personal (728 operarios) reciben un salario igual o menor a 1.990 pesetas, a los que corresponde el 88,2% del total de la nómina anual.
Además de su salario base, algunos trabajadores de plantilla (jefes de taller, subjefes, contramaestres y subcontramaestres) reciben una prima de producción; otros (capataces) una prima por buenos servicios y el resto una gratificación semestral. Entre los empleados a jornal, los obreros en metales y en madera pueden aumentarsu salario hasta un 30% por labores a destajo. El trabajo a tiempo, el más habitual en los talleres, se fundamenta en un horario de trabajo o jornada laboral específica. En 1892 está establecida en 10 horas, y, a partir de esta misma fecha, empieza a regir la de 9 horas. La jornada se desarrolla, por lo general, en dos períodos, con un intervalo para comer de una hora y media a dos horas. El horario de oficina es de seis horas diarias, de 9 a 12 de la mañana y de 14 a 17 de la tarde.
Desde abril de 1919, comienza a aplicarse en España de manera generalizada la jornada laboral de 8 horas. Su puesta en práctica es especialmente compleja en algunos servicios ferroviarios, no así en los talleres donde se aplica de forma inmediata; y se regula, a continuación, las horas extraordinarias de carácter voluntario y las obligatorias. Las voluntarias no podían exceder de 52 mensuales o 240 anuales, abonándose a prorrata del salario con un 20% de recargo. Las señaladas como obligatorias (hasta un total de 14 horas en una jornada, con diez jornadas de este tipo en un mes y sólo dos de ellas consecutivas) se pagan con un recargo del 25% las dos primeras y del 50% la tercera y sucesivas. El personal de los talleres disfruta de descanso dominical y festivo. Con el tiempo ve regulado su descanso anual: 20 días de permiso retribuido al año para los empleados de plantilla y, más tarde, 15 días en las mismas condiciones para los operarios a jornal.
Como el resto de trabajadores de Norte, los operarios del taller tienen su propio sistema de previsión social: pensiones, ayudas a las familias numerosas e indemnizaciones en casos de enfermedad, accidente o fallecimiento. La pensión de retiro o jubilación se convierte por fallecimiento del trabajador en pensión de viudedad y orfandad (para los hijos menores de 20 años), reducido su importe a la mitad. También disponen de servicio de economato (a precio de coste adquieren artículos de primera necesidad por medio de una libreta especial) y de las escuelas de enseñanza primaria y superior para los hijos de sus empleados, con carácter gratuito. Con el paso del tiempo se convierte, también, en un centro de aprendices para facilitar el ingreso en la compañía de los hijos de los trabajadores.
Acorde con las técnicas de organización industrial al uso, el taller deja de tender a la autosuficiencia e implanta procesos de montaje en cadena (por ejemplo, vagones), según el modelo de los años 60 y-70, basado en la estandarización de los elementos a fabricar, para simplificar las acciones mediante la organización de los trabajos, y asegurar la continuidad de proceso productivo mediante la acumulación de repuestos y suministros. Más tarde se impone un sistema más flexible, por la que se desafectan todas las operaciones no relacionadas directamente relacionadas con la actividad, que se encargan por lo general a empresas privadas especializadas. Esto provoca la pérdida progresiva de importancia de los talleres, tanto dentro del esquema general de la empresa como en la propia ciudad.
(Imagen personal de talleres generales de Norte en Valladolid, alrededor de 1910. Cortesía de Frotrenes)
(Fuentes. José Luis Lalana Soto, en «Los talleres ferroviarios de Valladolid: del siglo XIX al XXI». Tomás Martínez Vara , en «Los talleres generales de MZA (Atocha)) (1858-1936). Guillermo A. Pérez Sánchez, en «Los Talleres Principales de Reparación de la Compañía del Norte en Valladolid: un estudio de Historia Social (1861-1931)». Pedro Pintado Quintana, en «Depósitos y talleres en as estaciones andaluzas de vía ancha». Régimen interior de Renfe)